
铸钢件的热裂与防止方法
铸钢件的热裂是在较高温度下形成的,由于温度较高裂纹被氧化,有明显的氧化色,有时会近似黑色,有时可在裂口内看到树枝状结晶。因热裂纹是沿着晶粒边界产生和发展的,所以热裂纹曲折而不规则。
热裂有外裂和内裂两种,在铸件表面可以看见的热裂为外裂,其裂口外大内小,由表面逐渐向里延伸,裂纹有时会贯穿整个断面。外裂常发生在铸件截面突变处和拐角处,局部常有很多小分叉,一般发生在铸件之后凝固的部位。
裂纹降低了铸件的强度等性能,破坏了基体金属的连续性,使用时裂纹还会继续扩展而使铸件断裂。稍大的外裂用肉眼可以发现,小裂纹可以用探伤方法检查,如果铸件焊接性能好,可以焊补修复。内裂隐藏在铸件内部,只有用探伤方法检查,即便发现也很难修复,甚至不能修复,如发现不了,其危害更大。
热裂的产生主要是因钢在热裂产生时强度不够或收缩受阻,因此要防止热裂的发生也要从这两个方面入手,根据钢种的不同和铸件的结构特点再做具体的分析。
(1)铸件结构方面 工艺人员应审核零件图样,如圆角不够、壁厚差过大以及结构上有阻碍收缩的地方,应建议更改或采取必要的措施预防,如在可能裂纹处设防裂肋、冷铁等。
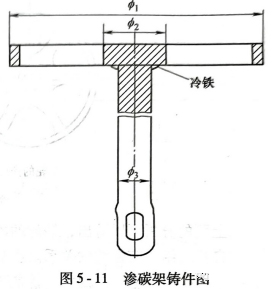
下面是用冷铁消除裂纹的例子。渗碳架铸件(图5-11),材料为耐热不锈钢,不加工,采用潮模生产。由于杆的吊环(用砂芯形成)与上部的圆盘严重阻碍了杆的收缩,在紧靠圆盘下面,截面变化位置处出现裂纹,严重时会把杆拉断。为此在该处放置冷铁,这样原裂纹处由于冷铁的存在,在浇注和凝固的过程中,先于其他部位凝固成形,有了足够的强度抵抗杆凝固过程产生的收缩应力,从而消除了裂纹。
(2)造型方面 注意改善铸型和型芯的退让性,如在粘土砂中加些木屑,采用薄壁空心型芯,在大型芯中放置焦炭、草绳等松散材料,减少芯骨和箱挡引起的阻碍,在冒口和箱挡之间贴着箱挡放上木条,造完型后取出木条,这样冒口和箱挡之间就有了足够的退让空间,把内浇道分散引入铸型或从铸件较薄处引入,使铸件各部分的温度趋向一致,减少热应力。
(3)提高钢的强度 减少钢中有害杂质,如S、P的含量,尤其是S的含量,因为S对热裂的形成更为敏感。采用硅钙、硅锰等复合脱氧剂,提高脱氧效果。减少氧化夹杂物并改变其形状和分布状态。对铸钢进行孕育处理细化晶粒,改善凝固时的粗晶组织,消除柱状晶,如石化工业用的ZGCr28Mo2、高铬钢铸件,由于晶粒粗大易造成裂纹,在加入Ti后细化了晶粒,解决了热裂纹问题。
版权:洛阳交运集团工业有限公司 地址:中国·洛阳·宜阳产业集聚区西庄工业园 邮编:471600
电话:0379-65216688
网 址:www.lyjygy.com E-mail:lyjygy@163.com 豫ICP备13024259号-1 技术支持:百事通  豫公网安备41032702000084号
豫公网安备41032702000084号